
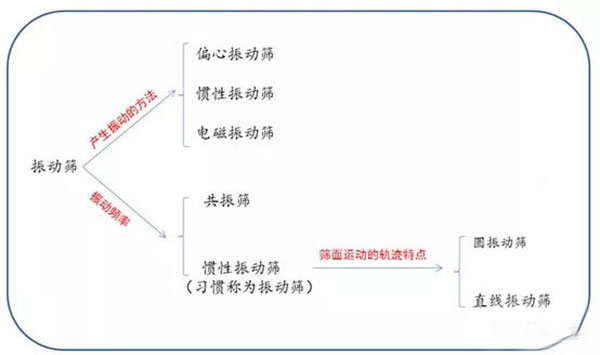
振动筛的分类方式较多(可参考下图),我们常用的有电磁振动筛、圆振动筛、直线振动筛等,后两者均属于惯性振动筛,也就是我们习惯简称的振动筛。在日常生产中,振动筛会遇到各种各样的问题,如筛分质量差、轴承过热、声音异常、技术指标有误等等。
振动筛筛分质量差
影响振动筛筛分效果的因素较多,包括入料性质、设备因素、操作因素等。振动筛筛分质量差的原因有:筛孔阻塞、筛孔磨损严重、筛子给料不均匀、筛上物料过厚、筛面倾角不够等。

1)筛孔阻塞
当入料中含泥量、含水量较高时,会使物料黏住筛孔,阻塞筛孔。此时,先应清理筛孔,然后适当的调整喷水量和筛面倾角。
2)筛孔磨损严重
筛网使用时间较长时,会使筛孔磨损严重,对筛分效果造成严重影响。此时应对磨损筛孔进行修补,当磨损情况很严重时,应该考虑更换筛网。

3)筛子给料不均匀
筛子的给料槽过窄时会导致物料不能沿整个筛面均匀分布,这样使得筛面不能利用,便会影响筛分效果。此时应调整给料槽宽度使筛子的给料均匀。
4)筛上物料过厚
筛上物料过厚可能是由给料量变大、筛孔阻塞、筛面倾角小等原因所致。此时,应根据具体情况加以调整。

5)筛面倾角不够
对于圆振动筛,筛分效果不好常见的原因是筛面的倾角不够,为此需要垫高后支承座。实际应用中筛面的倾角在20°时较合适,一般圆振动筛的倾角选取范围为16~20°,若倾角低于16°,就会发生筛上走料不畅或物料向上滚动的现象。
6)偏心块运动方向不在同一相位

对于直线振动筛和高频振动筛,筛分质量不好可能与偏心块的运动方向有关,因为需要2组质量相同的偏心块做自同步反向转动,在各瞬时产生单一的沿振动方向,与水平方向成固定夹角的激振力,使筛箱做往复直线运动。如果不在同一相位,就会造成激振力方向与振动方向不重叠,而达不到筛分的效果。
筛子运行时的声音异常
筛子运行时声音异常可能的原因是弹簧损坏、轴承磨损、固定轴承的螺栓松动、筛网未拉紧等。
1)弹簧损坏
弹簧损坏时会产生较大噪声,此时应及时更换弹簧,以防产生生产事故。
2)轴承磨损
轴承磨损严重时会产生大的噪声,此时应及时停机更换轴承。
3)固定轴承的螺栓松动
固定轴承的螺栓松动,会使筛子运行时声音异常,此时应及时紧固螺栓。
4)筛网未拉紧
筛网未拉紧时,会使筛子运行时声音异常,并影响筛子的筛分效果,此时应将筛网及时拉紧。
振动筛轴承过热
一般情况下,振动筛空车试车4h,轴承温度应保持在35~60℃,如果试车期间轴承温度偏高,可能存在以下原因:
1)轴承径向游隙太小
由于振动筛上的轴承承载的负荷较大,频率较高,且载荷是变动的,因此轴承须采用大游隙。如果使用的是普通游隙的轴承,就须将轴承外圈再次磨削,使之成为大游隙。
2)轴承压盖顶得太紧
压盖与轴承外圈之间须有间隙,以轴承正常的散热和的轴向窜动。该间隙可以通过端盖和轴承座之间的密封垫来进行调整。
3)轴承缺油或过多,油质污染或油质不符
这时需要给轴承注油、清洗、更换油和密封,检查油质和注油情况,此外还可能存在轴承磨损或者轴承质量问题。
筛子运行时的技术指标不符要求
筛子运行时的技术指标有筛子的转速、振动力、振幅频率等。常见的故障类型有:筛子无法启动或振幅过小、转速不够、振动力弱、四点振幅不一致等。
1)筛子无法启动或振幅过小
当振动筛无法启动或振幅过小时,先应考虑电气上有无故障。电动机损坏、电压不足等均可导致故障产生。以上方面均无问题时,再从机械方面入手。筛面物料是否堆积严重,若是,应及时;激振器上联轴节螺栓有无脱落、润滑脂是否结块,若是,应及时紧固螺栓,更换油脂。
2)筛子转速不够
转速不够可能是电气方面原因,此时应找到原因,及时处理,也可能是传动胶带过松,此时应张紧传动胶带。
3)筛子的振动力弱
振动力弱可能原因是飞轮上的重块装的不正确或过轻,此时应对飞轮上的重块进行调节。
4)筛子四点振幅不一致
筛子四点振幅不一致可能是由于同一轴线上的两台激振器工作不同步或物料偏析引起的。此时应调节使得两激振器工作同步,及时物料的偏析情况。
已有2632人成功参与
细节问题可微信交流:18336065555